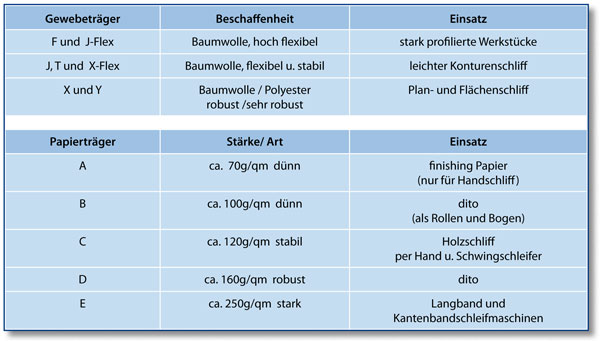
Gewebe- u. Papierscheifbänder werden im
Handwerk und der Industrie in vielfältigen
Qualitäten und Abmessungen eingestzt.
Je nachdem welcher Werkstoff und wie
die Beschaffenheit des Werkstücks gegeben
ist, entscheidet man sich zunächst für den
optimalen Schleifbandträger.

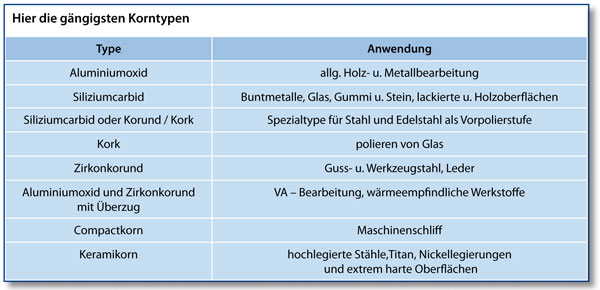
Metallbearbeitung
In der Metallbearbeitung werden durch
vielfälltige Aufgaben ein Höchstmaß an
Schneidfreudigkeit an das Schleifkorn
gestellt. Das schleifen von Metallen ist ein
spanabhebendes Bearbeitungsverfahren
wobei eine vielzahl harter Kristalle
(Schleifkörner) undefinierter Geometrie den
Werkstoff abtragen. Es beginnt bei der
Grobzerspanung bis hin zum Superfinishing.
Holzbearbeitung
Durch die unterschiedlichen Hölzer und
lackierte Holzwerkstoffe die es zu Bearbeiten
gibt, unterscheidet man hier zwischen offener,
halboffener und geschlosserner Streuung.
Bei harzreichem Holz ist eine offene bzw.
halboffener Streuung ratsam. Harthölzer
werden mit geschlossener Streuung
geschliffen. Bei lackierten Flächen empfiehlt
es sich stearatbeschichtete Schleifbänder
zu verwenden, da diese sich nicht so schnell
zusetzen. Außerdem gibt es eine Type die
antistatische Zusatzstoffe enthält und somit
auch für längere Standzeiten sorgt.
Die Kunststoff- Glas-, Stein- und
Edelmetallbearbeitung
Erforderen Spezielle Schleif- und
Poliertechniken bei deren Lösung wir Ihnen
mit Ratschlägen gerne zur Seite stehen.
Mit Schleifbändern kann man wirtschaftlich
schnelle Erfolge bei der Bearbeitung von
vielen Werkstoffen erzielen. Das Schleifen
kann am freien Band, an der Kontaktscheibe,
am Kontaktschuh oder mit Handband-schleifmaschinen erfolgen. Hat man die
entsprechende Maschinenausrüstung
gefunden, so gelten dann noch folgende
Punkte zur Findung der optimalen
Schleifband – Type:
Anwendungstipps:
- welcher Werkstoff soll bearbeitet werden
- welche Form hat das Werkstück
(profiliert oder plan)
- Trocken – oder Naßschliff
- Sollten Schleif-Hilfsmittel verwendet werden
(z.B. Öle, Fette)
- Starker oder geringer Anpreßdruck am Band
- Einhaltung der optimalen
Schnittgeschwindigkeit in m/sek.
In der Metallbearbeitung werden durch
vielfälltige Aufgaben ein Höchstmaß an
Schneidfreudigkeit an das Schleifkorn
gestellt. Das schleifen von Metallen ist ein
spanabhebendes Bearbeitungsverfahren
wobei eine vielzahl harter Kristalle
(Schleifkörner) undefinierter Geometrie den
Werkstoff abtragen. Es beginnt bei der
Grobzerspanung bis hin zum Superfinishing.
Holzbearbeitung
Durch die unterschiedlichen Hölzer und
lackierte Holzwerkstoffe die es zu Bearbeiten
gibt, unterscheidet man hier zwischen offener,
halboffener und geschlosserner Streuung.
Bei harzreichem Holz ist eine offene bzw.
halboffener Streuung ratsam. Harthölzer
werden mit geschlossener Streuung
geschliffen. Bei lackierten Flächen empfiehlt
es sich stearatbeschichtete Schleifbänder
zu verwenden, da diese sich nicht so schnell
zusetzen. Außerdem gibt es eine Type die
antistatische Zusatzstoffe enthält und somit
auch für längere Standzeiten sorgt.
Die Kunststoff- Glas-, Stein- und
Edelmetallbearbeitung
Erforderen Spezielle Schleif- und
Poliertechniken bei deren Lösung wir Ihnen
mit Ratschlägen gerne zur Seite stehen.
Mit Schleifbändern kann man wirtschaftlich
schnelle Erfolge bei der Bearbeitung von
vielen Werkstoffen erzielen. Das Schleifen
kann am freien Band, an der Kontaktscheibe,
am Kontaktschuh oder mit Handband-schleifmaschinen erfolgen. Hat man die
entsprechende Maschinenausrüstung
gefunden, so gelten dann noch folgende
Punkte zur Findung der optimalen
Schleifband – Type:
Anwendungstipps:
- welcher Werkstoff soll bearbeitet werden
- welche Form hat das Werkstück
(profiliert oder plan)
- Trocken – oder Naßschliff
- Sollten Schleif-Hilfsmittel verwendet werden
(z.B. Öle, Fette)
- Starker oder geringer Anpreßdruck am Band
- Einhaltung der optimalen
Schnittgeschwindigkeit in m/sek.